FM200 Fire Suppression Systems: The Ultimate Protection for Server Rooms and Sensitive Equipment
In today's digital economy, your server room, data center, and sensitive electronic equipment represent the lifeblood of your business. A fire in these critical areas can result in catastrophic data loss, extended downtime, and potentially irreversible damage to your organization. Traditional water-based sprinkler systems are not suitable for these environments because water can destroy electronics and cause more damage than the fire itself. That's where FM200 fire suppression systems from Ultimate Fire Protection Engineers (UFPE) come in.
UFPE specializes in the design, installation, and maintenance of FM200 clean agent fire suppression systems—the gold standard for protecting high-value assets, server rooms, telecommunications facilities, control rooms, museums, archives, and other sensitive environments across Zimbabwe and Africa.
"FM200 extinguishes fires in seconds without damaging sensitive electronics, leaving no residue and requiring no cleanup. Your Safety Our Business."
What is FM200?
FM200 (chemical name: HFC-227ea) is a colorless, odorless, electrically non-conductive clean agent fire suppressant that extinguishes fires primarily through heat absorption. Unlike water, foam, or powder systems, FM200 leaves no residue and does not damage sensitive electronic equipment. When discharged, FM200 rapidly converts from liquid to gas, absorbing heat energy from the fire and interrupting the combustion process at the molecular level.
UFPE has extensive experience designing FM200 systems that meet international standards including NFPA 2001 and ISO 14520. Our systems are engineered to provide rapid fire suppression—typically within 10 seconds of activation—minimizing damage and downtime.
Why Choose FM200 for Your Server Room?
1. Zero Damage to Electronics
Unlike water sprinklers that can destroy servers, hard drives, and circuit boards, FM200 is completely safe for electronic equipment. It is non-conductive and leaves no residue, meaning your systems can remain operational immediately after discharge. No costly equipment replacement or extended downtime.
2. Extremely Fast Suppression
FM200 systems are designed to achieve extinguishing concentration within 10 seconds of fire detection. This rapid response stops fires in their earliest stages—before they can cause significant damage or spread to other areas of your facility.
3. Safe for Occupied Spaces
When used at recommended concentrations, FM200 is safe for human occupancy. It does not reduce oxygen levels to dangerous thresholds, allowing personnel to evacuate safely without respiratory hazards. This makes it ideal for server rooms where IT staff may be present.
4. Clean and Residue-Free
FM200 vaporizes completely upon discharge, leaving no powder, foam, or liquid residue. There is no cleanup required after activation—your equipment remains clean and operational. Compare this to dry chemical systems that can destroy electronics through corrosive residue.
5. Environmentally Considered
FM200 has zero ozone depletion potential (ODP) and a relatively short atmospheric lifetime (approximately 36 years), making it an environmentally responsible choice for clean agent fire suppression.
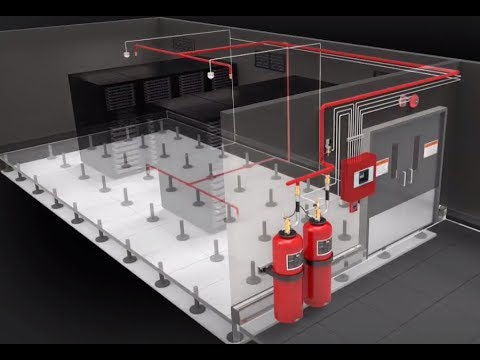
How UFPE FM200 Systems Work
Ultimate Fire Protection Engineers designs complete, integrated FM200 systems that include:
- FM200 agent storage cylinders with super-pressurized nitrogen
- High-sensitivity smoke detection system (aspirating or point detectors)
- Engineered piping and discharge nozzles for even agent distribution
- Control panel with manual release and abort switches
- Audible and visual warning alarms (pre-discharge)
- Door closure and HVAC shutdown interfaces
The UFPE FM200 Installation Process
When you partner with UFPE for FM200 fire suppression, our certified engineers follow a comprehensive process:
Step 1: Risk Assessment and Design
Our team conducts a thorough site survey of your server room or sensitive area, calculating the exact agent quantity required based on room volume, construction materials, and ventilation. We design a custom-engineered system that meets NFPA and local fire safety standards.
Step 2: Professional Installation
UFPE technicians install all components—cylinders, piping, nozzles, detection devices, and control panels—with minimal disruption to your operations. We ensure all connections are leak-tight and all devices are properly configured.
Step 3: System Testing and Commissioning
Before handover, we conduct comprehensive testing including: detection device verification, control panel programming, alarm functionality, and discharge timing. We also provide a full system demonstration for your team.
Step 4: Staff Training
UFPE provides thorough training for your facilities and IT staff covering: how the system operates, manual release procedures, safety protocols during discharge, resetting the system after activation, and regular inspection requirements.
Step 5: Ongoing Maintenance and Support
We offer annual maintenance contracts that include: cylinder weighing to verify agent level, detection device testing and cleaning, control panel diagnostics, and full system function testing. We also provide 24/7 emergency support.
Applications for FM200 Systems
UFPE has installed FM200 systems across Zimbabwe for a wide range of applications:
- Server Rooms and Data Centers - Protect critical IT infrastructure
- Telecommunications Facilities - Switching centers, exchanges, and towers
- Control Rooms - Industrial process controls, SCADA rooms
- Archives and Museums - Protect irreplaceable documents and artifacts
- Medical Facilities - MRI rooms, imaging centers, operating theaters
- Electrical Rooms - Switchgear, transformers, UPS rooms
- Valuables Storage - Vaults, secure document storage
FM200 vs. Other Suppression Technologies
When choosing fire protection for sensitive areas, consider these comparisons:
| Technology | Electronics Safe? | Residue | Human Safe? | Best Application |
|---|---|---|---|---|
| FM200 (UFPE) | ✓ Yes | None | ✓ Yes | Server rooms, data centers |
| Water Sprinklers | ✗ No | Water damage | ✓ Yes | General building protection |
| Dry Chemical | ✗ No | Corrosive powder | Limited | Industrial hazards |
| CO2 Systems | ✓ Yes | None | ✗ Oxygen depletion risk | Unoccupied areas only |
| Novec 1230 | ✓ Yes | None | ✓ Yes | Sensitive electronics |
Regulatory Compliance and Standards
UFPE designs all FM200 systems to comply with:
- NFPA 2001 - Standard on Clean Agent Fire Extinguishing Systems
- NFPA 72 - National Fire Alarm and Signaling Code
- ISO 14520 - Gaseous Fire Extinguishing Systems
- Harare Fire Brigade regulations
- Zimbabwe fire safety laws
As a company registered with the Harare Fire Brigade, Fire Prevention Inspection Bureau, and Institute of Engineers, UFPE ensures your system meets all local requirements.
UFPE's Commitment to Quality
Ultimate Fire Protection Engineers (Pvt) Ltd is committed to implementing and upholding effective Quality, Occupational Health & Safety and Environment Management Systems in line with ISO 9001:2015, ISO45001:2018 and ISO 14001:2015 International Standard requirements. Our FM200 systems are procured from suppliers certified to these standards, ensuring you receive the highest quality equipment and installation.
Signs You Need an FM200 System
Consider UFPE FM200 protection if your organization:
- Has a server room or data center critical to operations
- Cannot tolerate water damage from sprinklers
- Requires continuous uptime with zero equipment damage
- Stores valuable or irreplaceable digital assets
- Is subject to compliance requirements (financial, medical, government)
- Has experienced electrical fires or overheating equipment
Cost-Benefit Analysis of FM200 Protection
While the initial investment in an FM200 system is higher than basic fire extinguishers, consider the potential costs of a fire without proper protection:
- Server hardware replacement: $50,000 - $500,000+
- Data recovery and restoration: $10,000 - $100,000+
- Business interruption and downtime: $5,000 - $50,000+ per hour
- Loss of customer confidence and reputational damage: Incalculable
- Regulatory fines and legal liability: Varies
An FM200 system from UFPE typically provides return on investment after preventing just one moderate fire event.
Case Study: Server Room Protection Success
UFPE recently installed an FM200 system for a major financial institution in Harare. Three months after installation, an electrical fault in an uninterruptible power supply (UPS) unit caused a small fire. The FM200 system discharged within 10 seconds, extinguishing the fire before it could spread. The result: zero damage to servers, zero data loss, and less than one hour of downtime for power reset. The client calculated savings of over $200,000 compared to what a fire without suppression would have cost.
Conclusion: Don't Leave Your Critical Assets Unprotected
Your server room and sensitive electronic equipment are too valuable to rely on inadequate fire protection. FM200 clean agent suppression from Ultimate Fire Protection Engineers provides fast, clean, and effective fire protection that won't damage your equipment or disrupt your business.
With over 50 years combined experience in fire safety, ISO-certified quality management, and registration with all relevant Zimbabwean authorities, UFPE is your trusted partner for FM200 system design, installation, and maintenance.
Contact Ultimate Fire Protection Engineers today for a free consultation and risk assessment of your sensitive areas. Let us design an FM200 system that provides true peace of mind.